
Mengenal MSA ( Measurement System Analysis ) Dengan Pemikiran simple nya
Bagaimana Mempercayai Hasil Pengukuran
Operator Anda?
Dalam
setiap proses operasional dan produksi di suatu perusahaan terutama yang
bergerak di bidang manufaktur pasti memiliki proses inspeksi yang melakukan
pemeriksaan dan pengukuran terhadap proses ataupun produk yang dihasilkan.
Proses inspeksi ini biasa dilakukan oleh operator atau inspector yang bekerja
langsung di lapangan, baik oleh operator produksi itu sendiri ataupun oleh
inspector QC. Operator dan inspector ini melakukan proses pemeriksaan dan
pengukuran dengan mengacu pada drawing, Inspection Standard, dan pelatihan yang
pernah didapat. Seorang atasan biasanya selalu mengandalkan hasil pengukuran
yang dilakukan oleh operator atau inspector-nya. Ketika hasil pengukuran
menyatakan baik, maka atasan percaya bahwa produk tersebut baik. Sebaliknya
ketika hasil pengukuran menyatakan hasilnya tidak baik, maka atasan pun percaya
produk tersebut tidak baik. Namun pernahkan kita meragukan hasil pengukuran
tersebut ? Bagaimana jika ternyata hasil pengukuran tersebut tidak benar ? Apa
akibatnya ? Bisa terjadi kesalahan dalam proses pengukuran maka akibatnya
adalah akan terjadi pula kesalahan pengambilan keputusan. Produk baik
dinyatakan tidak baik, atau sebaliknya produk tidak baik dinyatakan baik.
Sehingga
tidak jarang ditemukan complaint atau keluhan dari customer atau proses
berikutnya terkait dengan kesalahan pengukuran. Seperti kasus-kasus berikut:
- Pengukuran produk di perusahaan
hasilnya berbeda.dengan pengukuran produk di Customer.
- Pengukuran material di
perusahaan hasilnya berbeda dengan pengukuran yang dilakukan oleh supplier
- Suatu produk yang sudah
dinyatakan reject oleh operator shift A kemudian dinyatakan OK oleh
pemeriksaan yang dilakukan oleh operator shift berikutnya (shift B)
Kemudian
timbul pertanyaan “Pengukuran siapa yang lebih benar ?”
Untuk
memberi jawaban atas pertanyaan tersebut, maka harus dilakukan validasi system pengukuran. Suatu
tools analisa untuk memvalidasi system Pengukuran ini disebut dengan Measurement System Analysis (MSA).
Tujuan MSA adalah memvalidasi sistem
pengukuran yang dilakukan selalu menghasilkan data yang akurat pada setiap kali
pengukuran dilakukan, oleh siapapun inspector-nya.
Perbedaan Kalibrasi dengan MSA
- Kalibrasi subyeknya adalah alat ukur. Memastikan alat
ukur yang digunakan memiliki akurasi yang baik.
- MSA memiliki subyek sistem pengukuran, yang
dikontribusikan oleh variasi pengukuran yang disebut SWIPE:
- Standard, Variasi standard & metode yang digunakan oleh tiap
operator yang melakukan pengukuran
- Workpiece, Variasi dalam benda (benda lentur, tidak bulat sempurna, dll)
- Instrument, Variasi dari instrument/alat ukur yang digunakan (ketepatan
penggunaan alat ukur, kestabilan alat ukur, dll)
- Person, Variasi kompetensi dari inspector
- Environment, Variasi lingkungan kerja yang bisa mempengaruhi hasil
pengukuran (berpengaruh pada koefisien muai / penyusutan benda,
pencahayaan, dll)
Sebuah
alat ukur yang akurat belum tentu menghasilkan data pengukuran yang akurat,
misalnya seorang operator yang melakukan pengukuran menggunakan caliper yang
akurat dan sudah terkalibrasi belum tentu memberikan hasil pengukuran dan
keputusan yang benar.
- Sudah benarkah metodenya?
- Cocokkah caliper tersebut
digunakan untuk mengukur benda kerja yang diukur?
- Sudah terlatihkan si operator?
- Apakah standard inspeksinya
sudah jelas, titik mana yang diukur?
- Apakah ada pengaruh lingkungan
yang akan mempengaruhi hasil pengukuran?
Konsep Studi Measurement System Analysis (MSA)
Validasi Sistem Pengukuran berdasarkan
studi MSA dibagi menjadi 2, antara lain:
- Pengukuran Variable, adalah pengukuran yang
memberikan penunjukkan nominal angka pengukuran, seperti 29 cm, 1,25 kg,
3,5 liter, dll. Pengukuran ini biasanya dilakukan dengan menggunakan alat
ukur variable juga seperti Caliper, Micrometer, Timbangan, dll. Untuk
jenis pengukuran variable ini, parameter atau indikator yang menjadi acuan
hasil nilai validasi adalah nilai persentase Gage R&R (GRR). Parameter
persentase Gage R&R ini memberikan petunjuk seberapa besar pengaruh Repeatability dan Reproducibility dalam
suatu hasil pengukuran.
- Pengukuran Atribut, adalah pengukuran yang langsung
memberi judgment baik atau tidak baik, Good atau NG, Pass atau Rejected.
Pengukuran Atribut biasanya dilakukan dengan menggunakan panca indera,
seperti visual inspection (mata), audio inspection (telinga) atau dengan
menggunakan alat ukur variable lainnya seperti GONOGO, checking
fixture/jig, dll. Parameter untuk memvalidasi sistem pengukuran atribut
ini biasa menggunakan perhitungan Kappa. Kappa memberi indikasi
konsistensi judgment tiap operator dan seberapa besar nilai kesepakatan
antara beberapa operator yang diuji dalam memberi keputusan.
Kapan MSA dilakukan:
- Ketika ada Produk baru dimana ada karakteristik pada produk baru tersebut
yang belum pernah dilakukan studi MSA. Contoh: pada produk baru terdapat
instruksi untuk mengukur besar sudut yang sebelumnya belum pernah
dilakukan karakteristik pengukuran tersebut (mengukur besar sudut)
sehingga belum pernah pula dilakukan studi MSA untuk karakteristik
pengukuran itu. MSA pada phase ini bertujuan memvalidasi metode pengukuran
yang telah dituangkan pada instruksi kerja dapat menghasilkan nilai yang
benar.
- Terjadi perubahan pada sistem pengukuran. Misalnya kita menganti
metode/ cara ukur, mengganti type alat ukur (misalnya pengukuran dengan
micrometer dirubah menjadi pengukuran dengan checking jig). MSA dilakukan
untuk memastikan metode pengukuran dengan alat ukur baru tersebut sudah
akurat.
- Ketika ada inspector baru. MSA dilakukan untuk memastikan
inspector baru sudah memiliki kompetensi yang baik untuk melakukan
pengukuran.
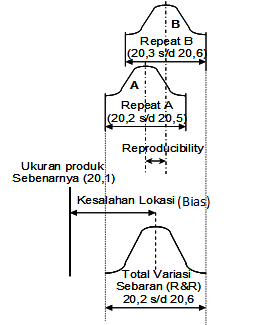
Pengukuran
Variable
Dalam setiap kali melakukan pengukuran
dengan menggunakan alat ukur, Nilai yang terbaca merupakan hasil kontribusi
dari 2 jenis variasi, yaitu Variasi Part (PV) dan Variasi Pengukuran (R&R).
Sehingga nilai yang terbaca sering disebut Variasi Total (TV).
- Variasi part menunjukkan variasi dimensi, berat atau ukuran
lainnya dari part yang berasal dari hasil proses produksi.
- Variasi Pengukuran merupakan gabungan variasi sebaran
repeatability dan reproducibility pada part tersebut.
- Repeatability adalah besar sebaran (variasi) yang didapat dari
hasil pengukuran beberapa kali pada 1 part yang dilakukan oleh 1 orang
dengan menggunakan alat ukut yang sama dan pada karakteristik yang sama.
- Reproducibility adalah besarnya variasi yang didapat dari hasil
pengukuran beberapa operator yang mengukur beberpa kali karakteristik yang
relatif sama pada part yang sama dengan menggunakan alat ukur yang sama.
Besar rentangan variasi reproducibility ini adalah
antara repeatability terendah dan yang terbesar dari semua operator yang
diuji.
- Total sebaran variasi pengukuran (Repeatability dan
Reproducibility) merupakan besar variasi sebaran (dari yang terkecil hingga
yang terbesar) dari hasil pengukuran berulang yang dilakukan oleh semua
operator terhadap satu part

Dalam sistem pengukuran dikenal juga
kesalahan Lokasi, antara lain :
- Bias, adalah Deviasi dari rata-rata variasi pengukuran terhadap
nilai benar (Reference value) yang didapat dari hasil pengukuran dengan
menggunakan alat ukur yang lebih presisi.
- Stability, adalah bias antara waktu. Deviasi variasi pengukuran
antar waktu pengujian.
- Linearity, adalah bias sepanjang range alat ukur.

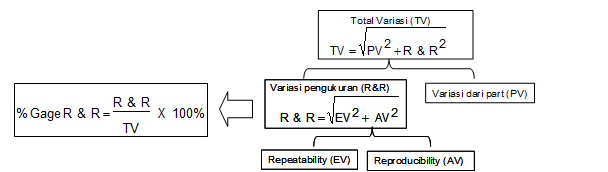
Rumusan diatas menceritakan untuk
memastikan hasil pengukuran dan pembacaan pada alat ukur (Total Variasi) telah
mendekati nilai aktual ukuran part yang sebenarnya (Variasi Part) maka
kontribusi pengaruh dari Variasi Pengukuran harus kecil, atau dengan kata lain
persentase Gage R&R (%GRR) harus kecil. Bahkan di industri automotive
mensyaratkan nilai %GRR ini harus dibawah 10%, agar hasil pengukuran yang
didapat atau terbaca sudah merupakan representasi dari ukuran part sebenarnya.
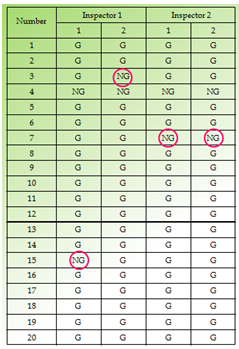
Pengukuran
Atribut
Validasi sistem pengukuran atribut
dapat dilakukan dengan metode Kappa. Dimana metode ini mensyaratkan jika nilai
Efektifitas Kappa > 0,75 maka kedua operator mempunyai “Good Agreement”,
namun jika nilai efektifitas Kappa < 0,40 maka kedua operator mempunyai “Poor
Agreement”.

Validasi system pengukuran dengan
metode Kappa hanya memberikan indikasi atas “Konsistensi” dan
“Kesepakatan” tiap operator, tanpa melihat referensi. Sehingga masih
memungkinkan kejadian bila semua operator yang konsisten dan sepakat menyatakan
“Good”, namun ternyata produk tersebut “Not Good”, atau sebaliknya. Sehingga
hasil ini juga harus dikomparasi dengan actual referensi produk.
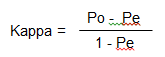
Rumus
perhitungan Kappa sebagai berikut:
Po = Jumlah perbedaan keputusan, saat operator 1 menyatakan G namun operator 2 menyatakan NG, atau sebaliknya- Pe = Nilai expected count

Dan Efektifitas Kappa dihitung
dengan:
Kesimpulan
Validasi
Sistem Pengukuran Anda….!! Agar hasil pengukuran operator anda Terpercaya dan
dapat Diandalkan. Sehingga operator anda terhindar dari perbuatan FITNAH…
Produk OK dikatakan NG dan sebaliknya Produk NG dikatakan OK… Salam
Improvement.
Untuk menambah informasi silahkan baca juga artikel ini :
https://solusindosystemindonesia.blogspot.com/2026/03/msa-measurement-system-analysis.html



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Komentar
Posting Komentar